



Uwaga! Przed zakupem licencji prosimy o zapoznanie się z produktem, a następnie o przemyślany zakup, ponieważ nie ma możliwości zwrotu licencji.
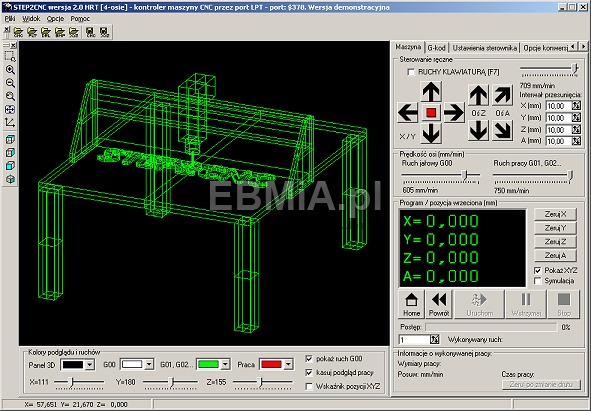
Uruchomienie programu
Program jest wyjątkowo prosty w użytkowaniu. Po uruchomieniu wystarczy ustalić wartości początkowe (piny, port, posuwy), według ustawień własnego portu, sterownika i maszyny, następnie zapisać te ustawienia, wczytać kod CNC (lub napisać go samemu w edytorze kodu) albo HPGL (PLT) i uruchomić jego wykonanie. Można także wczytać kod XYZA (kod ruchów maszyny skompilowany na podstawie pliku G-kodu). Wersja demonstracyjna programu (niezarejestrowana) obsługuje jedynie pierwsze 500 ruchów maszyny.
UWAGA: Do prawidłowej pracy programu wymaganie jest odinstalowanie wszystkich "driverów" i programów, które w jakikolwiek sposób wykorzystują port LPT do swojej pracy. Przykładem jest tu sterownik portu LPT programu Mach (wszystkie wersje).
Opis nowosci i zmian w STEP2CNC wersja 2.1
KOMPENSACJA NIEDOKŁADNOŚCI:
1. Algorytm KOMPENSACJI UCHYBÓW KWANTYZACJI wektorów. Specjalny algorytm kompensujący niedokładności wykonania przez maszynę poszczególnych wektorów programu. Niedokładności te są najbardziej dokuczliwe dla tych użytkowników, którzy dysponują maszynami, w których odzwierciedlenie posuwu na mm nie jest wielkością całkowitą (np. maszyny z napędem bezpośrednim przez paski).
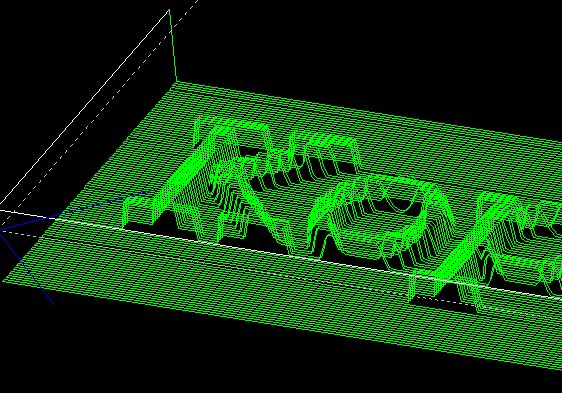
SKANOWANIE POWIERZCHNI 3D:
2. Wstępna wersja skanowania 3D powierzchni za pomocą skanera mechanicznego. Skaner mechaniczny podłącza się tak, jak czujnik narzędzia. Domyślnie jest to w programie PIN15. Zeskanowany obiekt od razu zamieniany jest na g-kody.
KONTUROWANIE MAP BITOWYCH:
3. Dodano opcję konturowania map bitowych. Jest to konturowanie algorytmem znajdującym czarne obszary na rysunku. To bardzo przydatna opcja dla wszystkich, którzy potrzebują wygrawerować np. płytki drukowane z bitmap, albo znaki graficzne ze zdjęć.
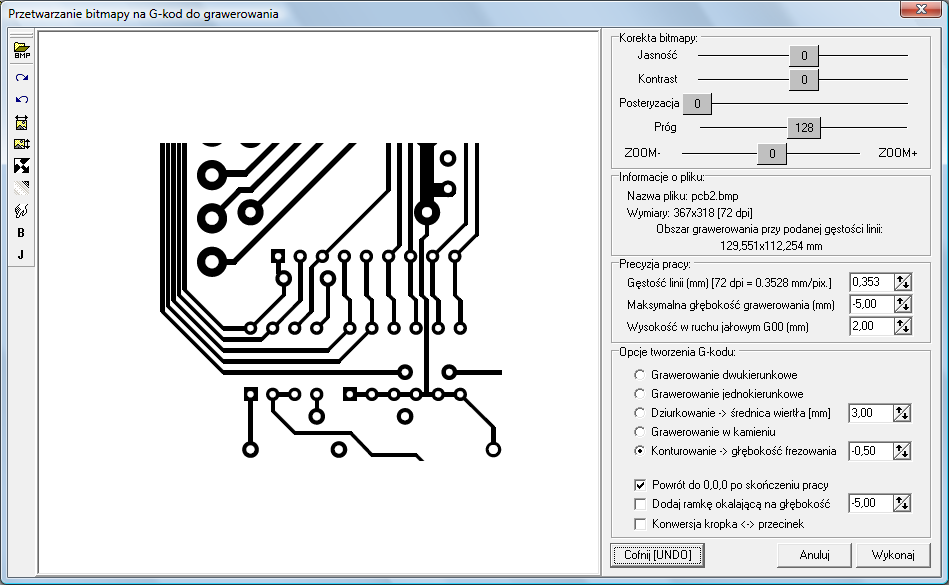
Konturowanie ścieżek
Opis nowości i zmian w STEP2CNC wersja 2.0
MODUŁ GENERACJI IMPULSÓW STERUJĄCYCH:
1. Nowa, praktycznie zupełnie przebudowana wersja procedury generowania impulsów sterujących. Procedura jest także znacznie szybsza od poprzedniej. Podejrzewam, że wszyscy Ci, którzy mieli kłopoty z "drganiem" silników będą znacznie bardziej zadowoleni.
2. Nowy TIMER systemowy - jeszcze nie jak w MACHU, ale znacznie lepszy - timer do generowania impulsów sterujących oparty na windowsowym zegarze multimedialnym.
PRZYSPIESZANIE/HAMOWANIE:
3. Nowa wersja procedury akceleracji i deakceleracji (przyspieszania i hamowania) ruchów maszyny. Akceleracja odbywa się teraz na dowolnej długości, nie tylko co 5 mm. Możliwe jest przyspieszanie i hamowanie na odcinku od 5 do 50 mm co 1 mm.
4. Akceleracja (przyspieszanie i hamowanie) wektorów programu g-kodów odbywa się teraz od prędkości bezpiecznej, nie od zera. Po włączeniu tej opcji każdy wektor dłuższy, od dwukrotnej długości akceleracji przyspieszany jest od prędkości bezpiecznej i po wyhamowaniu do niej następuje powrót. Akceleracja nadal odbywa się po rampie liniowej (w przyszłości można będzie dodać akcelerację logarytmiczną). Wprowadzone zostało dodatkowe zabezpieczenie - jeśli prędkość ruchu jałowego/pracy jest mniejsza od prędkości bezpiecznej - ruch wykonywany jest prędkością nastawioną w danym ruchu.
5. W wersji 2.0 dodano akcelerację ruchów ręcznych o dystans (przyciskami na ekranie). Każdy ruch dystansowy jest teraz ruchem akcelerowanym (każdy, który jest dłuższy od 2x długość akceleracji). Dodatkowo wszystkie ruchy dystansowe są teraz wykonywane na wątku, co pozwala je zatrzymywać w trakcie. Na ekranie znalazł się do tego celu dodatkowy przycisk zatrzymujący. Procedura zatrzymuje się także po naciśnięciu klawisza [Esc].
STEROWANIE PROGRAMU:
6. Do przycisków sterujących doszedł nowy przycisk [HOME]. Przycisk ten powoduje przesunięcie (dojazd) wszystkich osi do krańcówek i odsunięcie się od każdej z nich o założoną wartość (stałą dla wszystkich osi). Wartość ta jest ustalana w zakładce "Opcje dodatkowe". Nowa ta opcja jest wykonywana na wątku - można ją więc zatrzymać - po naciśnięciu klawisza [Esc].
7. Powrót do pozycji [0,0,0,0] także został zrobiony na wątku - jak poprzednio można ją więc zatrzymać - po naciśnięciu klawisza [Esc].
Oba powyższe ruchy maszyny są wykonywane prędkością bezpieczną, gdy włączone jest akceleracja, albo prędkością ruchów ręcznych, gdy akceleracja jest wyłączona.
CZUJNIK NARZĘDZIA:
8. Dodano opcję obsługi czujnika narzędzia tak, jak to jest zrobione np. w maszynach firmy AXYZ. Czujnik umieszczamy na powierzchni obrabianego materiału. Maszyna opuszcza oś Z do czujnika (dowolny czujnik zwarciowy lub rozwarciowy). Następnie podnosi głowicę o ustaloną wartość. Program prosi o zabranie czujnika spod narzędzia. Znając jego grubość - program opuści czujnik do powierzchni materiału. Oczywiście poprzednia wersja działania czujnika nie została usunięta. Użytkownik może więc sam używać tej funkcji czujnika, która mu bardziej odpowiada.
KOMPENSACJA LUZÓW OSI:
9. Dodano kompensację luzów dla wszystkich osi (ang. "BACKLASH"). Odpowiednie wartości (wektory) są dodawane, by wykasować założony luz. Luz dodawany jest tylko wtedy, gdy jest konieczny: * wystąpiła zmiana kierunku wektora w danej osi, * wektor jest dłuższy od 0, * kompensacja w danej osi jest różna od 0.
DODATKOWE OPCJE PROGRAMU:
10. Aby wykonać włączanie i wyłączanie ruchów klawiaturą nie trzeba już kliknąć (zahaczyć) opcji RUCHY RĘCZNE. Dodano możliwość używania klawisza [F7] do tego celu.
11. Dzięki zastosowaniu nowego timera systemowego mogę teraz zwiększać max ilość impulsów sterujących, co w poprzedniej wersji było ograniczone do 25000 imp/sekundę (25 KHz). Obecnie (w zależności oczywiście od posiadanego sprzętu) wartość tę można zwiększyć nawet do 50000 Hz. Odpowiednią opcję dodano do "Opcji dodatkowych".
12. Zapis opcji dodatkowych wykonałem na zakładce "Opcje DRL" - obecnie "Opcje dodatkowe".
13. Ruch osi Z w ruchach ręcznych wykonywany jest 1/3 prędkości nastawionej (ręcznej)
14. Interpretacja g-kodu zrobiona jest także na wątku. Dorobiony został przycisk do zatrzymania. Reaguje także na klawisz [Esc] - zatrzymanie konwersji.
KONWERTER BITMAP:
15. Nowa opcja przetwarzania bitmap - grawerowanie w kamieniu.
STEP2CNC - interpretacja g-kodu dla 4-osi
Program STEP2CNC od wersji 1.5 został poszerzony o interpretację poleceń g-kodu dla czwartej osi. Wszystkie cztery osie są osiami interpolowanymi. Jednakże mogą być używane, jako osie indeksowane (działające niezależnie). Mnemonikiem (znacznikiem) dla poleceń g-kodu czwartej osi jest znak "A".
STEP2CNC - akceleracja/deakceleracja ruchów
Program STEP2CNC zawiera teraz algorytm przyspieszania/hamowania ruchów (akceleracji/deakceleracji). Dzięki wprowadzeniu przyspieszania ruchów silniki krokowe maszyny można rozpędzać do znacznie większych prędkości, a hamowanie maszyny dodatkowo będzie tłumiło drgania pochodzące od ruchomych jej części.
Opcja "Akceleracja..." jest dodana w zakładce "Ustawienia maszyny". Przyspieszanie i hamowanie następuje na razie na stałym odcinku 10 mm (5 mm przyspieszania i 5 mm hamowania). Po wybraniu tej opcji każdy wektor o długości większej, od 10 mm będzie odpowiednio przyspieszany i hamowany do prędkości ustawionych suwakami prędkości pracy i ruchu jałowego (w zależności oczywiście od jego rodzaju).
W opcjach zakładki "Ustawienia maszyny" znalazł się nowy parametr - prędkość bezpieczna (V bezp. [mm/min]). Jest to prędkość, przy której silniki maszyny nie wymagają przyspieszania - pracują równomiernie bez uślizgów (tzw. gubienia kroków). Jeśli parametr "Akceleracja.." jest włączony, a wykonywany wektor ruchu jest mniejszy, niż droga rozpędzania+hamowania - czyli mniejszy od 10 mm - taki wektor ruchu będzie wykonany właśnie ustaloną prędkością bezpieczną.
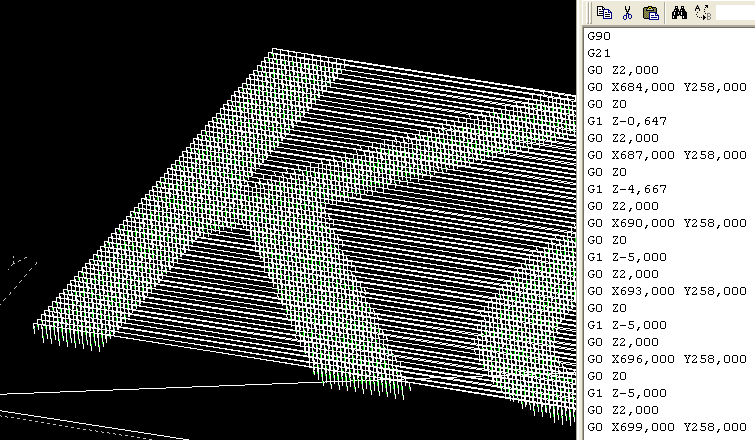
STEP2CNC 1.5 - Konwersja bitmap na "dziurkowanie"
Moduł konwersji plików bitmapowych (np. zdjęć) na g-kody ma dodaną opcję "dziurkowania" materiału. Podstawą tego algorytmu jest zamiana odcieni szarości poszczególnych pikseli bitmapy na głębokości wiercenia. Dzięki temu użytkownik zyskał możliwość tworzenia specyficznych obrazów powstałych na skutek wiercenia otworów o różnej głębokości, a co za tym idzie "zapełnienia" obrabianego obszaru otworami o różnym stopniu wypełnienia. Jak poprzednio nie ma znaczenia, czy plik jest bitmapą kolorową, czy monochromatyczną. Poniżej wynik przerobienia mapy bitowej. Widoczny kawałek napisu "Kopytko". Należy zwrócić uwagę na g-kod (po prawej stronie podglądu 3D). Każda dziurka ma dojazd (G0), zjazd do powierzchni (także G0) i dopiero wiercenie ruchem pracy (G1). Dzięki temu dojazdy mogą być np. bardzo szybkie, a samo wiercenie bardzo wolne.
STEP2CNC 1.5 - konwersje wektorów g-kodu
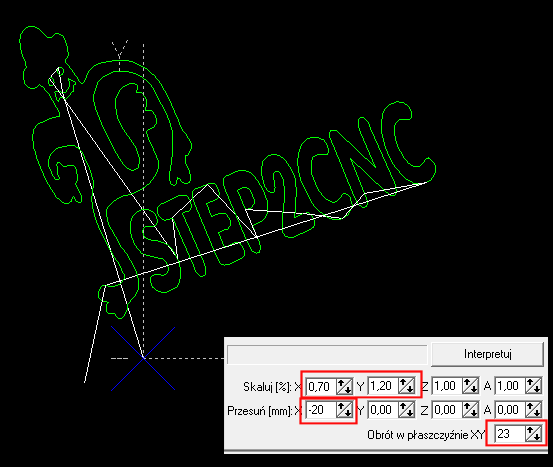
STEP2CNC 1.5 został wyposażony także w jeszcze jeden zestaw opcji, którego mu bardzo brakowało. Podobnie do konwersji pliku PLT teraz - w czasie wczytywania g-kodów - można wykonać jednocześnie następujące konwersje wektorów:
- przesunięcie 4-osi o zadany wektor - opcja bardzo przydatna, jeśli przygotowane g-kody wychodzą nam poza obszar pracy, albo zaczynają się w niewłaściwym miejscu;
- skalowanie wektorów każdej z 4-osi oddzielnie - można przeskalować wszystko identycznie, ale można też zrobić konwersję z deformacją,
- obrót wektorów względem osi Z, czyli płaszczyzny XY.
Wszystkie konwersje można wykonać jednocześnie. Poniższy rysunek pokazuje właśnie taki zestaw konwersji.
Konwersja map bitowych (np. zdjęć) na grawerowanie w STEP2CNC wersja 1.3
Program STEP2CNC został wyposażony w moduł konwersji plików bitmapowych (np. zdjęć) na ścieżki do grawerowania CNC. Podstawą tego procesu jest przetwarzanie informacji zawartych w kolorach poszczególnych pikseli bitmapy na głębokości narzędzia. Przy tym nie ma znaczenia, czy plik jest bitmapą kolorową, czy monochromatyczną. Program pozwala na wczytanie około 30 rodzajów plików graficznych, w tym BMP, JPG, GIF, PNG, TIF, PSD. Konwersja odbywa się niezwykle szybko (około 100.000 linii g-kodu na sekundę), a jej wynik jest widoczny zaraz po jej wykonaniu. Program STEP2CNC automatycznie skonwertuje g-kod i pokaże jego podgląd (w wersji demo oczywiście jedynie pierwsze 1000 ruchów). Więcej informacji można przeczytać tu: nowości STEP2CNC wersji 1.3. Oto przykład:
Wymagania sprzętowe (minimalne/zalecane):
- Windows 95 (Windows 98)
- procesor MMX 166 (Pentium III)
- 64 MB pamięci (256 MB)
- 5 MB (10MB) wolnych na dysku twardym
- jeden port LPT
- rozdzielczość ekranu 1024x768
Obsługiwane pliki:
- G-kodów (*.nc, *.cnc - 3D) w standardzie ISO oraz z niestandardowym zapisem,
- Plików HPGL (*.plt - tzw. 2,5D) z interpretacją poniższych poleceń: IN, PU, PD, PA, AA, SP. Argumenty poleceń PU, PD, PA mogą być oddzielone spacją lub przecinkiem. Pliki takie "produkuje" wiele programów graficznych. Polecamy program eduCAD, który robi to najlepiej,
- Plików ruchów maszyny (*.xyz) - "natywny" (wewnętrzny) format programu STEP2CNC zawierający już zinterpretowany G-kod skompilowany (przełożony) na polecenia ruchów. Plik taki jest znacznie szybciej wczytywany niż G-kod, co nie jest bez znaczenia przy pracy z dużymi plikami wejściowymi.
- Plików wierceń EXCELLON (*.txt) - plików tworzonych przez programy do wykonywania obwodów drukowanych (np. PROTEL, Eagle) - od wersji 1.2 programu.
Automatyczne wczytywanie plików
Program potrafi wczytywać pliki automatycznie, korzystając z pliku "toopen.txt", w którym w pierwszej linii znajduje się ścieżka i nazwa pliku do otwarcia. Można taki plik utworzyć "ręcznie" i umieścić go w katalogu instalacyjnym programu STEP2CNC. Program można także wywołać z parametrem nazwy pliku (np. z linii poleceń Windows Commandera). Można także ikonkę pliku *.nc lub *.plt przeciągnąć na ikonę programu. Można również w Managerze Windows ustawić tak, aby plik o rozszerzeniu PLT i CNC automatycznie były wczytywane programem STEP2CNC.
Obsługiwane sterowniki
Dzięki dużym możliwościom konfiguracyjnym program STEP2CNC pozwala na współpracę z szeroką gamą sterowników oferowanych przez rodzimych producentów (także na aukcjach Allegro). Polecam sterowniki następujących sprzedawców:
- Akcesoria CNC - www.akcesoria.cnc.pl oraz http://www.allegro.pl/show_user_auctions.php?uid=2218
- MIXPOL - www.mixpol.pl oraz http://www.allegro.pl/show_user_auctions.php?uid=162531
Współpraca z programami graficznymi generującymi pliki PLT i G-kody
Program STEP2CNC będzie oczywiście współpracował z różnymi programami grafiki wektorowej, zarówno ilustracyjnymi, jak i CAD-owskimi. Polecamy jednak program naszej produkcji eduCAD 2.7 CNC, z którym STEP2CNC współpracuje najlepiej.
Nowości i zmiany wersji 1.2
Wszystkie nowe opcje i zmiany w programie opisane zostaną dokładnie w pliku pomocy.
Nowe opcje programu:
- Włączanie wątku ruchów ręcznych. Włączanie następuje dopiero po zaznaczeniu odpowiedniej kontrolki na ekranie. Domyślnie jest wyłączona! Pozwala to na znacznie pewniejsze sterowanie w wątku głównym (wątek pracy).
- Wartości posuwów w osiach XYZ są teraz ułamkowe (a nie całkowite, jak poprzednio). To jest ukłon w kierunku wszystkich tych, którzy mają niecałkowity (ułamkowy) posuw, wynikający np. z zastosowania śrub napędowych (lub przełożenia) o skoku np. 3 mm.
- Obrót pliku PLT o dowolny kąt. Teraz w trakcie wczytywania pliku PLT możliwy jest jego obrót o dowolny kąt (wartość całkowita z zakresu -360 do 360 stopni).
- Całkowie wyłączenie podglądu w czasie ruchu maszyny. Zrealizowane za pomocą kontrolki "Pokazuj stan pracy maszyny" w zakładce "Ustawienia sterownika". Jej wyłączenie spowoduje, że maszyna maszyna będzie sterowana bez podawania jakichkolwiek informacji o na ekranie programu. Tę opcję prowadzono dlatego, że wielu klientów skarżyło się na charakterystyczne "pukanie" maszyny w czasie wykonywania pracy, co z kolei jest spowodowane odświeżaniem stanu kontrolek ekranowych.
- Wczytywanie i interpretacje pliku wierceń EXCELLON w formacie TXT. Pliki takie generowane są przez programy do tworzenia płytek obwodów drukowanych. Zawarto interpretację pliku zapisanego zarówno w jednostkach calowych (M72), jak i metrycznych (M71). Format zapisu calowego 5-znakowy (2:3), metrycznego 8-znakowy (4:4). W programie jest nowa zakładka "Opcje DRL", zawierająca ustawienia początkowe dla tej konwersji. W czasie konwersji program interpretuje zmiany narzędzi (wierteł). STEP2CNC reaguje na taką zmianę, przez uniesienie osi Z do zadanej wysokości (może być innej dla każdego narzędzia) i zatrzymanie ruchów (pracy programu). Po zamianie wiertła (najlepiej podkładając jakąś podkładkę o stałej wysokości) trzeba nacisnąć przycisk "Wznów" na ekranie programu.
Zmiany w programie:
- Zmiana realizacji ruchów klawiaturą. Ruchy odbywają się kombinacjami z klawiszem [Ctrl], a nie jak poprzednio [Alt].
- Synchronizacja wątków. Wszędzie tam, gdzie wymagało to ingerencji wprowadzono synchronizację pracy wątków z wątkiem głównym programu. Powinno to zabezpieczyć użytkowników przed pojawiającymi się komunikatami w stylu "Błąd: nieprawidłowe dojście".
- Zmiana sposobu realizacji "zamień-wszystko" w opcji "Zamień" edytora g-kodu (zakładka G-kod). Zamiana taka odbywa się teraz "w mgnieniu oka" - procedura przyspieszona około 100x.
- Wczytanie pliku ruchów XYZ powoduje teraz już odblokowanie przycisku "Wykonaj".
- Poprawiono interpretację kodu "M4 H0". Teraz już dziala poprawnie, zatrzymując pracę programu.
- Poprawiono wątek "powrotu do pozycji 0,0,0". Teraz oś niepodłączona oś Z nie powinna blokować powrotu do pozycji wyjściowej.
Pobierz najnowszą demonstracyjną wersję 2.1 programu STEP2CNC
Instalacja polega na uruchomieniu tego programu. Program posiada także moduł deinstalujący.